江蘇常州明順電器有限公司
【摘要】 介紹了移動定位襯片的沖壓成形工藝分析,載體的合理選擇與配置,帶料排樣方案的確定和比較,級進模模具的總裝結構設計。
1 沖壓件的工藝性分析
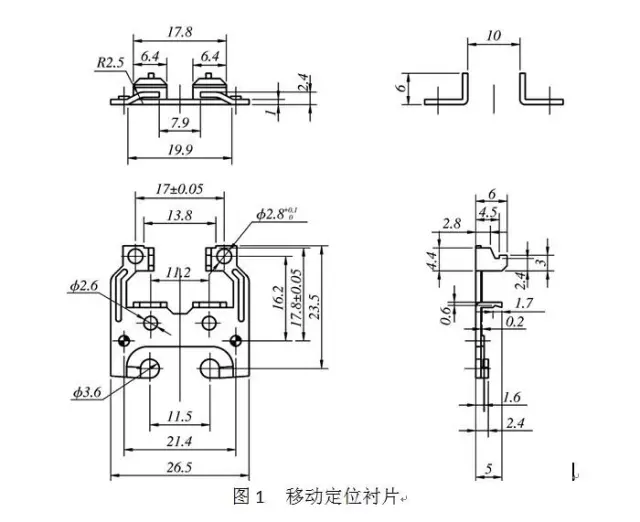
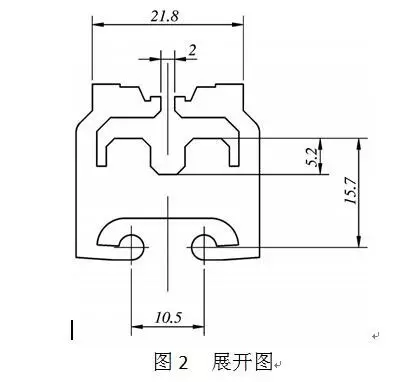
圖1為沖壓件的零件圖,材料為10鋼板,料厚δ=1mm。圖2為沖壓件展開圖形。
沖壓件的沖壓基本工序由外形沖切、沖2-?2.6mm和2-?2.8mm圓孔、3處向上90°直角彎曲成形、2處沖長條凸筋、2處壓印沖小圓凸臺、2處Z形成形組成。沖壓件的主要尺寸精度要求為2-?2.8mm圓孔的孔位間定距尺寸。
為適應批次生產要求,保證穩定、一致的沖壓件質量,采用級進模沖壓加工是最佳的生產方式。
該制件的壓筋、沖凸臺、Z形成形、3處垂直彎曲的成形方向均同為向上成形,如圖3所示。由于沖壓件的沖壓面積較小在選擇沖壓工序方案時,有的成形工序可放在同一工位次上進行,而有的成形工序間的位置尺寸距離較小應分解在不同工位上進行,以避免影響到模 具的工作強度及可能產生的模具工作零件間設置時形成的相互干涉。

級進模沖壓、沖裁首先要把彎曲部分的局部外形先沖切出來,以留出足夠的成形空間。因此,在排樣設計時既要考慮沖裁排列順序的合理性又要保證制件分工位沖切后的外形質量。既要確保帶料在連續送進的沖壓過程中與沖壓件的連接強度又要保證凹模各型孔間應有的工作強度。
綜合以上因素,在分析制件展開圖形后,針對該沖壓件有多處彎曲、成形的特點,并結合級進模帶料在連續送進沖壓過程中的連接強度。初步確定沖壓件材料采用旋轉90°單列直排并配置雙側載體的排樣方案,如圖4所示。由于沖壓件有多處彎曲、成形需在相鄰的不同工位上連續沖壓成形,為保證沖壓件質量的一致性,在模具結構設計時應充分注意采用相關工藝措施來達到這一要求。考慮到2-?2.8mm圓孔有相對位置尺寸的精度要求,該2圓孔放在最后沖裁工位上進行(第6工位)。
2 級進模帶料排樣圖設計
因沖壓件的材料面積較小,多處彎曲、成形部位的位置距離尺寸亦相對較小。因此,在局部外形沖切后,首先把兩端部的壓印、2個小圓凸臺放在同一工位上成形。在隨后的工位上沖壓出左、右兩條凸筋。在剩余的局部外形沖切后,再在后續工位部位上進行Z形成形及3處向上90°垂直彎曲。2-?2.8mm圓孔放在最后載體與沖壓件分離沖切工位上進行。
①沖2個借用導正釘孔 ②局部外形沖切 ③沖2個小圓凸臺、兩端部壓印 ④壓左、右2條凸筋、局部外形沖切 ⑤2處向上Z形成形、3處向上垂直彎曲成形 ⑥沖2個定位圓孔 ⑦空工位 ⑧沖壓件與載體沖切分離
帶料在模具中的定位采用了以沖壓設備附設的送料器為粗定位、模具內設置的導正釘為精定位。為不使帶料的材料利用率降低太多,同時保證各工位間的定距精度,確定排樣設計方案時,借用了沖壓件上原有的2-?2.6mm圓孔作為雙排導正釘的孔結構 形式。
在工序排列時應先把需彎曲成形的各局部外形部位先沖切出來,同時考慮到級進模在沖壓過程中帶料必須浮離凹模平面一定的高度,在局部外形的切割工序分解中應將切割長度盡可能減小,以保證帶料與制件的連接強度和帶料在沖壓過程中的平穩送進。因此,把需彎曲的局部外形切割分解成2個沖切工序分別設置在2個不同的工位上,排樣設計采用了雙側載體的結構形式。
根據沖壓件與雙側載體的連接形式,在最后工位,沖壓件與載體的沖切分離只能利用其局部外形形狀平切的切割方式。經計算分析,各工序順序排列后,凹模等模具工作零件的工作強度足夠,只在最后沖壓件與載體切割分離的前一工位設置了一空工位(第7工位)。
排樣方案中帶料所占的沖壓面積適中,因而模具的面積亦不大。除沖壓件自身結構形成的工藝廢料外,沖裁形成的工序廢料不多,故材料利用率為47.8%。確定的排樣圖其工位順序排列如下:①沖2個借用導正釘孔:②局部外形沖切:③沖2個小圓凸臺、兩端端部壓印:④壓左、右兩條凸筋、局部外形沖切:⑤3處向上90°垂直彎曲成形、2處Z形成形:⑥沖 2-?2.8mm定位圓孔:⑦空工位;⑧沖壓件外形與載體平切分離。帶料寬度為31mm,各工位間距尺寸為28.5mm,導正釘孔為借用沖壓件上的2~?2.6mm圓孔。
級進模工位間距精度對沖壓件的質量有直接的影響,如工位間距存在誤差,不僅影響沖壓件的外形尺寸,還會影響沖壓件的內、外形相對位置精度。而影響級進模工位間距精度的主要因素有:①制件的精度等級:②制件所用的材料:③制件內、外形的復雜程度:④模具的總工位數:⑤條料的送進與導向方式:⑥帶料在模具內送進的定距形式等。因級進模工位間距精度的計算方法已有多種資料介紹,這里不再細述。該排樣工位間距精度經計算并結合模具工作制件加工設備精度的實際情況,精度誤差確定為±0.01mm。
3 模具結構與總裝設計
模具的總裝結構如圖5所示。
導正釘頭部應設計成拋物線形狀,以保證導正釘對帶料上導正釘孔的導入。導正釘一般按沖壓件的不同沖壓加工要求固定在凸模固定板內或卸料板內。未沖壓前其工作圓直徑部分應高出卸料板平面1.5倍的料厚。要特別注意的是,在模具工作行程較大時(≥15mm以上時),導正釘應設置在卸料板內,否則會形成導正釘在帶料的導正釘孔內來回移動的距離過大而加速導正釘的磨損,本級進模的精定距導正釘34設置在卸料板21內。
1.卸料定距套管 2、12、44.內六角螺釘 3.載體分離沖切凸模 4.沖2圓孔凸模 5、22、24.圓柱銷 6.模柄 7、10、11.局部外形沖切凸模 8.壓印凸模 9.卸料彈頂桿 13.沖導正釘孔凸模 14.卸料板內導套 15.導柱 16.上模座 17.上墊板 18.凸模固定板 19.卸料板內成形鑲塊 20.卸料板墊板 21.卸料板 23.凹模內Z形成形鑲塊 25.卸料板內彎曲鑲塊 26.凹模板內導套 27、33、38.螺塞 28.矩形截面彈簧 29.成形彈頂塊 30.凹模內上彎曲凸模 31.帶槽浮頂導料柱 32、37.圓形截面彈簧 34.導正釘 35.凹模內壓圓凸臺凸模 36.凹模內壓凸筋凸模 39.成形彈頂塊 40.凹模內上彎曲凸模 41.凹模 42.下墊板 43.下模座
級進模(除純沖裁級進模外)大多為立體沖壓的工序組合。因此,帶料在送進過程中必須浮離凹模平面一定的高度。帶槽浮頂導料柱兼具導料與浮頂兩大功能,結構簡單,導料柱之間的空間較大,與模具中的其他工作制件和結構件間產生干涉的可能性亦較少,有利于垃圾的清除與故障的排除。因而本級進模使用了該結構形式的導料裝置(件31、外徑為?6mm)。
其與凹模孔的配制間隙為H7/f6。同時,為使帶料平穩浮離凹模平面,在各浮頂導料柱后部的彈頂力必須一致,帶槽浮頂導料柱的熱處理硬度一般為50~55HRC。在最后工位,沖壓件與載體沖切分離后由壓縮空氣吹離模具,而載體作為廢料被全部切入凹模后排出。
卸料板采用了經熱處理的彈壓卸料板結構形式。因沖壓件全部向上的壓凸、壓筋、Z形成形、垂直彎曲成形的模具零件(分別為件23、35、36、40)均為向卸料板21內成形。故在模具結構設計時,卸料板與一般外形簡單的凸模配合方間隙為0.01~0.02mm,與復雜外形凸模的配合間隙為0.02~0.03mm。因本級進模的卸料力適中(一般需進行校核),故經計算后采用了矩形截面中載荷彈簧28。為保持卸料力的平衡,卸料彈簧應對稱、均衡設置。同時為保證彈壓卸料板對凸模的導向精度和對各凸模特別是小凸模的保護,在上模部分設置了輔助導柱15,數量為4個,在卸料板內設置導套,凹模內也設置了導套26,沖壓中該輔助導柱同時亦可抵消一部分彎曲成形時產生的側向力。
全部圓形凸模及異形凸模均采用與凸模固定板臺肩固定連接的結構形式。最后載體沖切的凸模設計成把所有載體完全切入凹模的結構形式,以使沖壓件(留在凹模平面由壓縮空氣吹離模具作業區)與廢料(載體從凹模下排出)完全分離。
模具的模架選用了鋼結構的對角滾珠導柱導向模架。以適應高速、連續的沖壓加工需要。除異形工作零件、卸料零件、定位零件外,其它零件選用了模具專業廠家生產的標準件,如導柱、導套、標準模板、矩形截面彈簧、圓形凸模等等。一般截面的異形凸模用專業廠家生產的圓形凸模改制也比較方便。可以降低模具成本和縮短模具的制造周期。

|